

Test de l'Anycubic Photon Mono X 6K : l'imprimante 3D en résine tient-elle ses promesses ?
Anycubic est l'un des acteurs les plus connus du secteur de l'impression 3D. L'entreprise chinoise, basée dans la métropole technologique de Shenzhen, vend des imprimantes qui répondent à tous les niveaux de demande, du bricoleur au designer professionnel. La Photon Mono X 6K est la dernière génération d'imprimantes 3D à base de résine d'Anycubic.
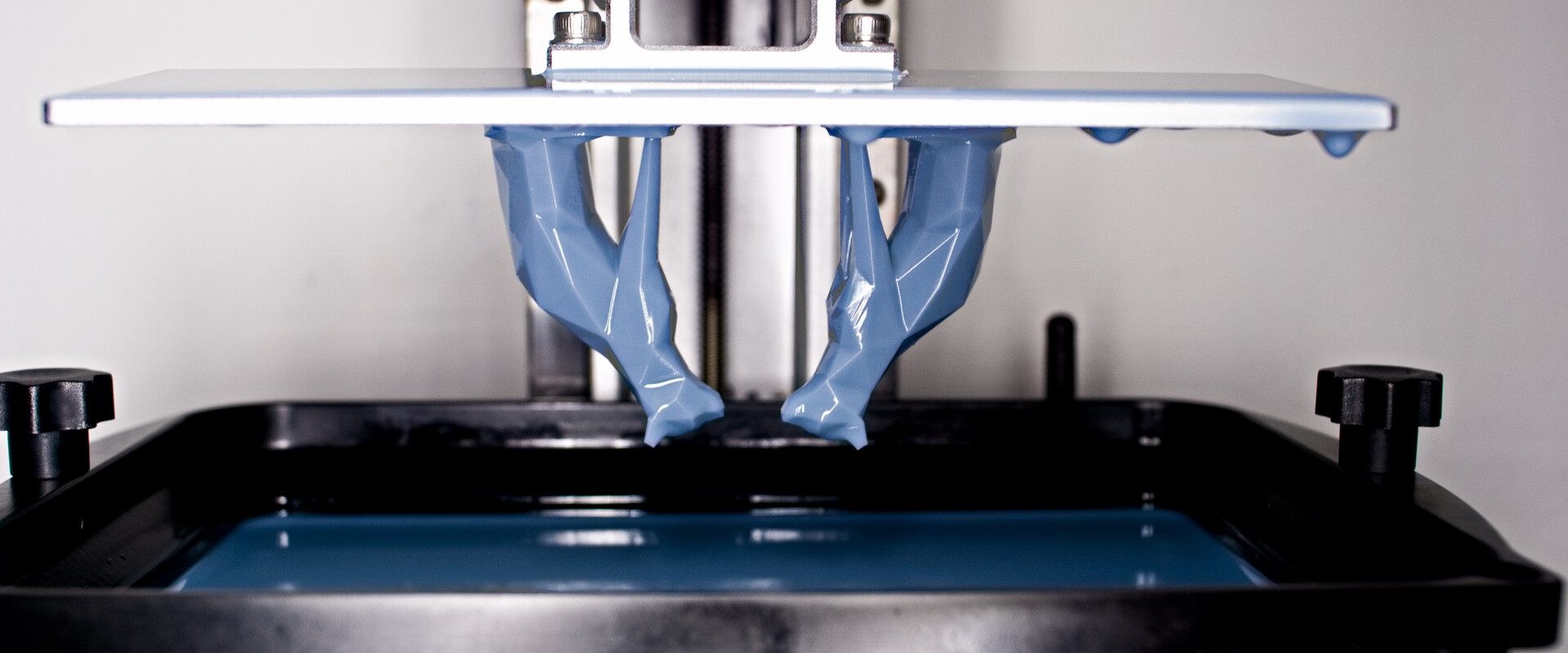
L'imprimante utilise la technologie mSLA. Celle-ci utilise une résine photopolymérisée. Elle est remplie dans une cuve de résine à fond transparent. L'objet souhaité est créé en éclairant des zones sélectionnées par le bas avec de la lumière UV (longueur d'onde ≈ 405 nm). De cette manière, l'objet imprimé est soulevé de la cuve couche par couche en se collant à la plateforme d'impression. L'objet fini est donc suspendu à l'envers, dans l'imprimante 3D. Contrairement aux imprimantes FDM, les imprimantes mSLA produisent toujours une couche complète à la fois.
L'Anycubic Photon Mono X 6K est censée être extrêmement rapide. Pour y parvenir, l'imprimante dispose d'un panneau LCD à très fort contraste qui ne laisse passer les rayons UV que dans les zones sélectionnées et d'une forte source de lumière UV. Le panneau LCD mesure 19,7 × 12,2 cm avec une résolution 6K de 5 760 × 3600 pixels. Il en résulte une précision de détail dans le plan X-Y d'environ 0,034 mm. Le long de l'axe Z, c'est-à-dire la hauteur, une résolution d'environ 0,01 mm est réalisable.
Spécifications techniques
De l'extérieur, le nouveau Mono X 6K n'a pas beaucoup changé par rapport à son prédécesseur. En revanche, à l'intérieur, la source de lumière UV est encore plus puissante et l'écran LCD monochrome est non seulement de plus haute résolution, mais aussi un peu plus grand
| Système | Anycubic Photon Mono X 6K |
|---|---|
| Technique | mSLA, LCD shadow masking 3D-Printer |
| Volume d'impression | 24.5 × 19.7 × 12.2 cm = 5,88 L 9 .6 x 7.8 x 4.8 inch = 199.1 oz 1.6 gal |
| Dimensions de la machine | 47,5 × 29 × 27 cm 18,7 x 11,4 x 10,6 in |
| Source lumineuse | 40 LED 405 nm à matrice parallèle (40) jusqu'à 6 500 µW/cm² |
| Masquage des ombres | Panneau LCD 5760 * 3600 pixels Transmission de la lumière 6%Rapport decontraste 350:1 |
| Résolution | ≈ 34 µm |
| Vitesse d'impression | suggérée : 60 mm/h max 80 mm/h - 3.15 in/h |
| Puissance nominale | AC 110 V - 240 V à DC 24 V 144 W |
| Connectivité | USB-A 2.0 et WiFi |
| Interface | écran tactile de 3,5 pouces Android- ou application iOS |
| Prix de détail suggéré par le fabricant | 659 USD |
| Liens: | www.anycubic.com Anycubic Photon Mono X 6K |
Configuration - L'imprimante est presque prête à être utilisée dès sa sortie de la boîte
À l'exception d'une résine assortie, tout ce qui est nécessaire pour se lancer dans l'impression 3D en résine est inclus dans l'emballage. Après avoir décollé les différents films de protection et simplement monté la plate-forme d'impression, celle-ci est presque prête à fonctionner. Toutefois, il faut d'abord mettre l'imprimante à niveau à l'aide des quatre pieds réglables afin d'assurer une répartition uniforme de la résine dans la cuve. La plaque de construction est ensuite alignée avec l'écran. Alors que le papier épais fourni sert d'entretoise, les quatre vis de fixation sont desserrées, et la plaque est abaissée à zéro via le menu de l'imprimante. En exerçant une légère pression sur la grande plaque d'aluminium, les quatre vis sont à nouveau fixées. Après avoir installé et rempli la résine var, il est temps d'imprimer.







Préparation : Anycubic dispose d'un logiciel de découpage sur mesure

L'emballage de l'imprimante comprend une petite clé USB rouge. Celle-ci contient des instructions détaillées, une impression de test et (dans notre cas) l'atelier Photon en version 2.1.29.RC9. Le programme de découpage d'Anycubic peut effectuer toutes les tâches nécessaires. Les structures de support générées automatiquement sont suffisamment dimensionnées avec les paramètres par défaut, l'évidement des objets fonctionne sans problème et le programme n'offre pratiquement aucun autre point de critique. Le programme de tranchage simple répond sans problème aux exigences de base, seuls les calculs de certaines étapes de travail pourraient être un peu plus rapides car le programme n'utilise dans ces cas qu'un seul fil. Cependant, l'utilisateur peut certainement éviter de payer pour des alternatives.
Une fois le modèle STL découpé et enregistré sur la clé USB, celle-ci se branche directement sur le port USB de l'imprimante. En le sélectionnant dans le menu de l'imprimante, l'impression est lancée.
Qualité d'impression : L'écran LCD 6K permet d'obtenir des détails ultrafins
La finesse des détails que les imprimantes à résine peuvent produire est exceptionnelle. Un cheveu humain fin sur la tête a une épaisseur comprise entre 0,02 et 0,04 mm. Un pixel de l'écran LCD de l'Anycubic Photon Mono X 6K a une longueur de bord d'environ 0,034 mm et, chose remarquable, les pixels individuels sont visibles dans l'objet fini imprimé en 3D lorsqu'on l'examine de près
Détail de l'écran LCD :
Pour mieux évaluer la précision de l'imprimante, un cube de test https://www.thingiverse.com/thing:1219068 avec une longueur d'arête d'un centimètre seulement a d'abord été imprimé sans anticrénelage. Le temps d'exposition par couche était de 1,5 seconde à une intensité lumineuse de 100 %. La hauteur de la couche est de 0,034 mm
Dans les images suivantes, les voxels individuels de l'objet imprimé ont été visuellement séparés les uns des autres à l'aide d'une source lumineuse pointue et d'un post-traitement d'image. Seule la première image montre à peu près comment l'œil humain verrait la surface
Les structures les plus fines, que le Photon Mono X 6K d'Anycubic peut reproduire sans problème, sont d'environ 0,1 mm avec la résine de base Anycubic utilisée. La netteté des bords de l'objet est particulièrement remarquable. Mais aussi les hémisphères et autres difficultés du cube de test 3DSLA sont presque parfaitement produits.






Distribution de la lumière

Pour un résultat d'impression optimal, les imprimantes mSLA doivent disposer d'un éclairage très uniforme, car c'est la seule option pour produire de petits détails avec un haut degré de précision n'importe où sur la plaque de construction. À l'intérieur de l'Anycubic Photon Mono X 6K, 40 lentilles distribuent la lumière des LED UV situées derrière elles.
Une plaque imprimée à partir de la résine translucide Elegoo lavable à l'eau en vert a révélé la première petite faiblesse de l'imprimante 3D. Des structures peuvent apparaître dans le produit imprimé le long des bords des différentes lentilles dans certaines conditions. Dans le petit hexagone, on peut reconnaître distinctement deux lignes horizontales et une ligne verticale. Apparemment, l'intensité lumineuse le long des bords des lentilles est différente de celle du centre. L'effet de ligne est le résultat d'une polymérisation non uniforme de la résine. Il n'y a pas de changement dans les dimensions de l'objet imprimé, mais la résine réfracte la lumière transmise de manière plus irrégulière dans ces régions. Les points au dos sont le résultat de structures de support.

Le test du lit de clous selon Frank Collingwood montre également de petites discontinuités dans l'exposition. Pour créer des objets très fins, le temps d'exposition de l'objet doit être légèrement augmenté. Ce test a également été réalisé avec la résine Anycubic Basic. Un résultat parfait produirait chacun des petits clous. L'impression test a été réalisée deux fois avec des temps d'exposition différents. Lors du premier essai, le temps d'exposition a été fixé à seulement 1,2 seconde. Même s'il ne restait que quelques clous, l'expérience montre qu'il est possible de régler des temps d'exposition aussi courts avec l'Anycubic Photon X 6K, selon le modèle. Le deuxième test avait un temps d'exposition de 1,8 secondes, ce qui a donné un bien meilleur résultat avec seulement quelques ongles perdus



Les résultats des tests d'exposition montrent que les détails en filigrane nécessitent un temps d'exposition légèrement plus long pour être reproduits fidèlement dans toutes les zones de la plaque d'impression. Cependant, les problèmes mineurs qui en résultent peuvent être bien gérés. De petits ajustements du temps d'exposition ou de la hauteur de couche ont un impact important. En résumé, le rendement lumineux de l'imprimante est bon, mais pas parfait
Adhésion de la plaque de construction

Pendant toute la durée de l'examen de l'Anycubic Photon Mono X 6K, un seul des plus de 20 objets testés n'a pas adhéré à la plaque de construction. Pour ce test, l'exposition des premières couches a été réglée sur une valeur très faible de seulement 15 secondes. Le temps d'exposition de toutes les autres impressions de test était de 28 secondes pour les quatre premières couches.
La plaque de construction, avec son motif en damier gravé, a montré une bonne adhérence avec toutes les résines testées. Même les résines les plus difficiles à imprimer, comme l'Elegoo ABS-Like Resin, n'ont posé aucun problème à l'imprimante 3D.
La qualité d'impression dans une application pratique
Le SMK (Statens Museum for Kunst) est la galerie nationale du Danemark. Via myminifactory.comle musée partage avec le public de nombreux scans 3D haute résolution de statues classiques. Le lanceur de disquela Vénus de Milo https://www.myminifactory.com/object/3d-print-venus-aphrodite-is-the-goddess-of-love-she-was-depicted-in-the-nude-or-in-various-stages-of-nudity-and-painted-the-figure-is-executed-in-the-hellenistic-style-and-famed-for-its-sensuous-appearance-it-supposedly-lost-its-arms-in-a-struggle-arising-b-25162 et la Petite Sirène ou Havfrue danoise sont parmi les sculptures les plus célèbres decette collection numérique.
Nous avons reproduit ces trois sculptures avec l'Anycubic Photon Mono X 6K. Les détails des résultats sont merveilleux. L'imprimante 3D s'est vraiment très bien comportée ici. Avec l'anticrénelage activé au plus haut niveau, on ne voit pratiquement aucune trace de fabrication sur la Vénus de Milo et la Petite Sirène. Le lanceur de disque, quant à lui, a été imprimé sans anticrénelage. Cependant, les différentes couches et les pixels sont ici aussi difficiles à reconnaître à l'œil nu.







Vitesse d'impression : 80 mm/h est réalisable

Avec les valeurs prédéfinies pour la hauteur de couche, le temps d'exposition et le Z-lift dans Photon Workshop V2.1.19, la vitesse d'impression est légèrement supérieure à 40 mm/hr. Lors des tests, il est rapidement apparu que les valeurs prédéfinies sont très conservatrices. Avec les réglages appropriés, on peut gagner beaucoup de temps.
Le lanceur de disque illustré ci-dessus a une hauteur de 68 mm au-dessus du plateau d'impression. Avec une hauteur de couche de 0,05 mm, un temps d'exposition de seulement 1,2 seconde et un Z-lift de 4,5 mm, il a fallu 55 minutes pour imprimer la statue. Si l'on soustrait le temps des premières couches lentes, le résultat est d'environ 79 mm/h. Avec quelques petits ajustements supplémentaires, même plus de 80 mm/h semble tout à fait possible.
Service après impression
Une critique majeure des imprimantes 3D qui fonctionnent avec de la résine synthétique est toujours la forte utilisation de matériaux. L'alcool, l'alcool à brûler ou l'isopropanol sont nécessaires pour éliminer l'excès de résine du produit fini et des composants de l'imprimante. La résine synthétique pouvant être nocive pour la santé, le contact avec la peau doit également être évité. Il est conseillé de porter des gants jetables. Du papier ménager ou d'atelier imbibé d'alcool est utilisé pour nettoyer les composants de l'imprimante. La résine non utilisée est également versée dans la bouteille de stockage à travers une passoire à peinture fine.
Selon le temps et les efforts consacrés à la finition, on utilise plus ou moins de matériel ici. Le papier absorbant et la passoire à peinture ne sont nécessaires que si la résine doit être changée, si l'imprimante ne doit pas être utilisée pendant une longue période, ou si une impression n'a pas adhéré à la plaque d'impression et que le film FEP de la cuve à résine doit être nettoyé ou remplacé. Certaines étapes de nettoyage ne sont pas nécessaires après chaque impression.
Si la plaque de construction et l'objet ont le temps de s'égoutter complètement, la gravité fait le gros du travail de nettoyage. Pour ce faire, nous avons conçu et imprimé un petit outil permettant de suspendre la plaque de construction à un angle léger (le fichier STL correspondant se trouve sur thingiverse.com). (Le fichier STL correspondant se trouve sur thingiverse.com.) Après un certain temps, l'objet et la plaque de construction doivent être pratiquement secs. Une petite quantité d'alcool et une ou deux feuilles de papier de cuisine nettoieront le reste
Nous avons également créé un dispositif permettant de se débarrasser des derniers restes de résine dans la cuve à résine. L'égouttoir de la cuve à résine se fixe au mécanisme de levage et saisit la cuve à résine en position verticale et légèrement inclinée. Comme la gravité fait la plus grande partie du nettoyage ici aussi, environ 50 ml d'alcool suffisent pour nettoyer le véto de cette façon

Si l'on verse ensuite l'alcool dans une bouteille en verre ambré et qu'on le laisse reposer pendant quelques jours, l'excès de résine se dépose au fond. À l'aide d'une lampe à rayons UV, on peut le faire disparaître de la partie supérieure. L'alcool est alors à nouveau transparent et prêt pour l'opération suivante.
L'utilisation économique des ressources permet également d'éviter beaucoup de déchets lorsqu'il s'agit d'imprimantes 3D en résine. Au total, nous avons utilisé 12 feuilles de papier absorbant, quatre paires de gants jetables, deux écrans de peinture et 200 ml d'alcool pendant le test pour 15 impressions d'essai.
Émissions : le niveau sonore n'est pas adapté au bureau
Dès que le Mono X 6K est en cours d'impression, les quatre ventilateurs destinés à refroidir les LED de la matrice se mettent en marche, et ils sont relativement bruyants. Mais aussi, le soulèvement et l'abaissement de la plaque de construction fournit un bruit de fond supplémentaire. Le niveau sonore reste supportable, mais lorsque l'imprimante a terminé son travail après un certain temps, il apporte un certain soulagement.
En ce qui concerne l'odeur, elle dépend beaucoup de la résine utilisée. Il existe des résines dont les émissions sont à peine perceptibles. Lorsque le couvercle de protection contre la lumière est posé sur le dessus, une odeur désagréable est alors à peine perceptible à l'emplacement de l'imprimante. Mais même avec des résines à l'odeur plus forte, le capot peut être scellé avec du ruban adhésif si nécessaire, afin que plus aucune émanation ne s'échappe de l'imprimante 3D. Une lèvre en silicone pour l'étanchéité le long de la base serait une belle amélioration.
Verdict : le Photon Mono X 6K d'Anycubic est rapide et précis

L'impression 3D en résine a la réputation de produire de beaux résultats, mais elle a aussi la réputation de produire beaucoup de déchets, d'être lente et de demander beaucoup de travail. L'examen donne une image générale beaucoup plus agréable que la mauvaise réputation des imprimantes mSLA pourrait laisser croire. L'Anycubic Photon Mono X 6K travaille rapidement et avec précision. En outre, un flux de travail approprié permet d'éviter beaucoup de déchets. La qualité des objets imprimés était convaincante, et les temps d'impression ont atteint des valeurs économiques.
L'atelier Photon fourni par Anycubic fonctionne de manière satisfaisante, même s'il est un peu lent. Globalement, tout ce qui est nécessaire pour démarrer est inclus dans la Mono X 6K. Il appartient à chacun de décider si le niveau sonore de l'imprimante est un facteur décisif. Cependant, une chose est certaine pour nous
L'Anycubic Photon Mono X 6K fournit des résultats exceptionnels en peu de temps. Il offre une précision et une vitesse convaincantes.
À notre avis, les promesses publicitaires d'Anycubic pour le Photon Mono 6K ont été réalisées.
Prix et disponibilité
Pour le moment, le Anycubic Photon Mono X 6K est disponible en pré-commande en exclusivité aux États-Unis. Le prochain lot de précommande commencera le 22 novembre à 9h00 EST à 599 USD. Le prix normal est censé être de 659 USD
Sources
Modèles 3D utilisés
Sirène imprimable en 3D par SMK - Statens Museum for Kunst (myminifactory.com)
Low poly Gayer-Anderson chat égyptien par Namurei - Thingiverse
Modèle d'essai SLA par 3DSLA - Thingiverse
Star Trek - Voyager Intrepid Class Voyager par nd4spd1919 - Thingiverse
Résines UV utilisées sur Amazon :

